Isi
- TL; DR (Terlalu Panjang; Tidak Dibaca)
- Produksi Welded vs. Seamless dalam Proses Pembuatan Tube
- Proses Rekayasa Langkah-demi-Langkah untuk Tabung Baja Dilas dan Mulus
- Membuat Ingot, Blooms, Slab, dan Billet
- Membuat Bahan-Bahan Ini Menjadi Pipa
- Mengembangkan Pipa Dilas dan Mulus
- Pemrosesan Lebih Lanjut dan Galvanisasi
- Sejarah Pembuatan Pipa
- Kekuatan Pipa Baja
Terbuat dari bahan baku termasuk besi, aluminium, karbon, mangan, titanium, vanadium dan zirkonium, tabung baja adalah pusat produksi pipa untuk aplikasi yang mencakup sistem pemanas dan pipa, teknik jalan raya, pembuatan mobil dan bahkan obat-obatan (untuk implan bedah dan katup jantung) .
Dengan pengembangan mereka menelusuri kembali ke terobosan rekayasa yang berasal dari tahun 1800-an, metode konstruksi mereka sesuai dengan desain yang berbeda untuk berbagai tujuan.
TL; DR (Terlalu Panjang; Tidak Dibaca)
Pipa baja dapat dibangun dengan pengelasan atau menggunakan proses yang mulus untuk berbagai keperluan. Proses pembuatan tabung, yang telah dipraktikkan selama berabad-abad, melibatkan penggunaan bahan dari aluminium hingga zirkonium melalui berbagai langkah dari bahan baku hingga produk jadi yang telah memiliki aplikasi dalam sejarah dari kedokteran hingga manufaktur.
Produksi Welded vs. Seamless dalam Proses Pembuatan Tube
Tabung baja, dari pabrik mobil hingga pipa gas, dapat dilas dari paduan - logam yang dibuat dari berbagai elemen kimia - atau dibuat dengan mulus dari tungku peleburan.
Sementara tabung yang dilas dipaksa bersama melalui metode seperti pemanasan dan pendinginan dan digunakan untuk aplikasi yang lebih berat dan lebih kaku seperti pipa dan transportasi gas, tabung mulus dibuat melalui peregangan dan pengosongan untuk tujuan yang lebih ringan dan lebih tipis seperti sepeda dan transportasi cair.
Metode produksi banyak meminjamkan berbagai desain pipa baja. Mengubah diameter dan ketebalan dapat menyebabkan perbedaan dalam kekuatan dan fleksibilitas untuk proyek-proyek skala besar seperti pipa transportasi gas dan instrumen yang tepat seperti jarum suntik.
Struktur tabung yang tertutup, baik itu bundar, bujur sangkar atau bentuk apa pun, dapat disesuaikan dengan aplikasi apa pun yang diperlukan, dari aliran cairan hingga pencegahan korosi.
Proses Rekayasa Langkah-demi-Langkah untuk Tabung Baja Dilas dan Mulus
Keseluruhan proses pembuatan tabung baja melibatkan pengubahan baja mentah menjadi ingot, bloom, slab, dan billet (yang semuanya merupakan bahan yang dapat dilas), membuat pipa pada jalur produksi dan membentuk pipa menjadi produk yang diinginkan.
••• Syed Hussain AtherMembuat Ingot, Blooms, Slab, dan Billet
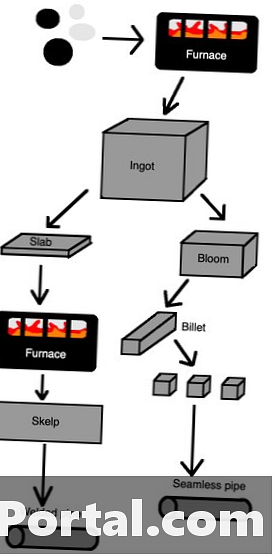
Bijih besi dan kokas, zat yang kaya karbon dari batubara yang dipanaskan, dilebur menjadi zat cair dalam tungku dan kemudian diledakkan dengan oksigen untuk membuat baja cair. Bahan ini didinginkan menjadi ingot, tuang baja besar untuk menyimpan dan mengangkut bahan, yang dibentuk antara rol di bawah tekanan tinggi.
Beberapa ingot dilewatkan melalui rol baja yang meregangkannya menjadi potongan-potongan yang lebih tipis dan lebih panjang untuk menciptakan bunga, perantara antara baja dan besi. Mereka juga digulung menjadi lempengan, potongan baja dengan penampang persegi panjang, melalui rol bertumpuk yang memotong lempengan menjadi bentuk.
Membuat Bahan-Bahan Ini Menjadi Pipa
Semakin banyak perangkat bergulir - proses yang dikenal sebagai coining - berkembang menjadi billet. Ini adalah potongan logam dengan penampang bulat atau persegi, yang lebih panjang dan lebih tipis. Gunting terbang memotong billet pada posisi yang tepat sehingga billet dapat ditumpuk dan dibentuk menjadi pipa yang mulus.
Lembaran dipanaskan hingga sekitar 2.200 derajat Fahrenheit (1.204 derajat Celcius) sampai lunak dan kemudian ditipiskan menjadi skelp, yang merupakan pita tipis sepanjang 0,25 mil (0,4 kilometer). Baja kemudian dibersihkan menggunakan tangki asam sulfat diikuti oleh air dingin dan panas dan diangkut ke pabrik pembuatan pipa.
Mengembangkan Pipa Dilas dan Mulus
Untuk pipa yang dilas, mesin yang tidak mau dibuka akan melonggarkan skelp dan melewatinya melalui rol sehingga ujungnya melengkung dan membuat bentuk pipa. Elektroda las menggunakan arus listrik untuk menyatukan ujung-ujungnya sebelum roller tekanan tinggi mengencangkannya. Proses ini dapat menghasilkan pipa secepat 1.100 kaki (335,3 m) per menit.
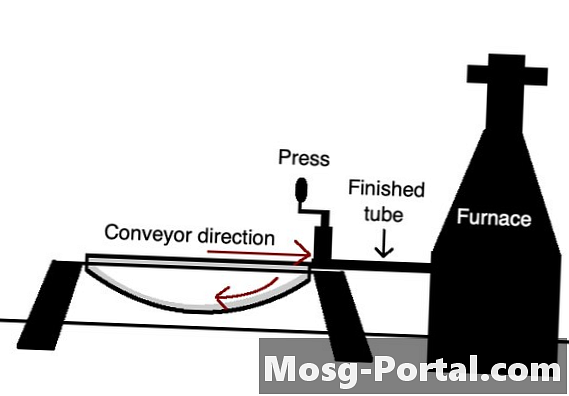
Untuk pipa seamless, proses pemanasan dan penggulungan billet persegi tekanan tinggi menyebabkan mereka meregang dengan lubang di tengah. Pabrik rolling menembus pipa untuk ketebalan dan bentuk yang diinginkan.
Pemrosesan Lebih Lanjut dan Galvanisasi
Pemrosesan lebih lanjut dapat meliputi pelurusan, pembuatan benang (memotong lekukan yang ketat ke ujung pipa) atau menutupinya dengan minyak pelindung seng atau galvanisasi untuk mencegah karat (atau apa pun yang diperlukan untuk tujuan pipa). Galvanisasi biasanya melibatkan proses elektrokimia dan elektrodeposisi lapisan seng untuk melindungi logam dari bahan korosif seperti air garam.
Proses ini bertindak untuk mencegah zat pengoksidasi berbahaya di air dan udara. Seng bertindak sebagai anoda terhadap oksigen untuk membentuk seng oksida, yang bereaksi dengan air untuk membentuk seng hidroksida. Molekul seng hidroksida ini membentuk seng karbonat ketika terpapar karbon dioksida. Akhirnya, lapisan seng karbonat yang tipis, tidak bisa ditembus, menempel pada seng untuk melindungi logam.
Bentuk yang lebih tipis, electrogalvanization, umumnya digunakan pada suku cadang kendaraan bermotor yang membutuhkan cat anti karat sehingga hot-dip mengurangi kekuatan logam dasar. Baja tahan karat dibuat ketika bagian-bagian baja galvanis menjadi baja karbon.
Sejarah Pembuatan Pipa
••• Syed Hussain AtherSementara pipa baja dilas tanggal kembali ke insinyur Skotlandia William Murdocks penemuan sistem lampu pembakaran batu bara yang terbuat dari barel senapan untuk mengangkut gas batubara pada tahun 1815, pipa mulus diperkenalkan sampai akhir 1880-an untuk mengangkut bensin dan minyak.
Selama abad ke-19, insinyur menciptakan inovasi dalam pembuatan pipa termasuk metode insinyur James Russells untuk menggunakan palu jatuhkan untuk melipat dan bergabung dengan strip besi datar yang dipanaskan hingga mudah ditempa pada tahun 1824.
Insinyur tahun berikutnya Comenius Whitehouse menciptakan metode yang lebih baik untuk pengelasan pantat yang melibatkan pemanasan lembaran besi tipis yang dilengkungkan ke dalam pipa dan dilas di ujungnya. Whitehouse menggunakan lubang berbentuk kerucut untuk mengeriting ujung-ujungnya menjadi bentuk pipa sebelum mengelasnya menjadi pipa.
Teknologi ini akan menyebar dalam industri manufaktur mobil dan juga digunakan untuk transportasi minyak dan gas dengan terobosan lebih lanjut seperti siku tabung pembentuk panas untuk menghasilkan produk tabung bengkok lebih efektif, dan pembentukan tabung kontinu dalam aliran konstan.
Pada tahun 1886, insinyur Jerman Reinhard dan Max Mannesmann mematenkan proses penggulungan pertama untuk membuat tabung mulus dari berbagai potongan di pabrik file ayah mereka di Remscheid. Pada tahun 1890-an, duo ini menciptakan proses penggilingan pilger, sebuah metode untuk mengurangi diameter dan ketebalan dinding tabung baja untuk meningkatkan daya tahan, yang, dengan teknik mereka yang lain, akan membentuk "proses Mannesmann" untuk merevolusi bidang tabung baja. teknik.
Pada teknologi Computer Numerical Control (CNC) 1960-an, para insinyur dapat menggunakan mesin perbaikan frekuensi tinggi untuk hasil yang lebih tepat menggunakan peta yang dirancang komputer untuk desain yang lebih kompleks, tikungan yang lebih rapat dan dinding yang lebih tipis. Perangkat lunak desain berbantuan komputer akan terus mendominasi bidang ini dengan presisi yang bahkan lebih besar.
Kekuatan Pipa Baja
Pipa baja umumnya dapat bertahan ratusan tahun dengan ketahanan yang besar terhadap retak dari gas alam dan kontaminan serta dampak dengan permeasi rendah terhadap metana dan hidrogen. Mereka dapat diisolasi dengan busa poliuretan (PU) untuk menghemat energi panas namun tetap kuat.
Strategi kontrol kualitas dapat menggunakan metode seperti menggunakan x-ray untuk mengukur ukuran pipa dan menyesuaikan sesuai untuk setiap varian atau perbedaan yang diamati. Ini memastikan pipa sesuai untuk aplikasi mereka bahkan di lingkungan yang panas atau basah.